




Honing is a precision finishing process used in grinding technology to improve the dimensional accuracy and surface quality of machined bores. During the process, abrasive honing stones are brought into controlled reciprocating contact with the workpiece surface. This interaction removes microscopic high spots—also known as interference points—between the cutting surface of the honing stone and the internal surface of the workpiece. Through continuous and stable material removal, the surface gradually becomes more uniform, resulting in a highly accurate and smooth finish that is widely required in precision engineering applications.
Honing stones, often referred to as oil stones in industrial practice, are made from a variety of abrasive materials depending on the machining requirements. The most commonly used abrasives include diamond, cubic boron nitride (CBN), fused alumina (aluminum oxide), and silicon carbide. Each material is selected based on the hardness of the workpiece, the required surface finish, and the machinability of the material being processed. Superabrasives such as diamond and CBN are typically used for high-hardness or high-precision applications, while alumina and silicon carbide remain widely used for general-purpose finishing.
The honing process is characterized by several key advantages. It provides extremely high machining accuracy and excellent surface finish quality. It is suitable for a wide range of materials and geometries, especially internal cylindrical surfaces. The process also requires relatively small material removal allowance compared with other grinding methods, and it has strong capability for correcting bore geometry errors such as taper, roundness deviation, and surface waviness. These characteristics make honing an essential finishing process in precision manufacturing.
The development of honing technology began in the early 20th century in the United States, where companies such as Barnes and Micromatic played a pioneering role. The technology was quickly adopted in industrialized countries including Germany, the United Kingdom, and Japan, particularly for engine cylinder finishing applications. In 1924, hydraulic expansion mechanisms for honing stones were introduced, allowing greater material removal capability and improving process flexibility. Around the same period, automatic measurement systems began to appear, marking an early stage of automation in honing technology.
Further improvements were made in 1938 with the development of more advanced feed control systems, which enabled better regulation of stone expansion speed and compensation for tool wear. This significantly improved machining consistency and precision. In 1952, fully compensated electronic expansion systems were introduced, representing another major step toward automation, higher accuracy, and process stability in industrial honing operations.
Despite continuous technological progress, a gap still exists between domestic and international advanced honing equipment in several areas. These include cooling and filtration systems, temperature control accuracy, and high-precision fixture design. These factors have a direct impact on surface quality, tool life, and overall machining stability, and remain key areas for further development in the industry.
Honing is widely applied across multiple industrial sectors, including automotive manufacturing, tractors and motorcycles, marine and aerospace engineering, machine tools, and military equipment production. Typical applications include engine cylinder liners, precision spindle and transmission bores, hydraulic and pneumatic cylinder holes, gearbox and motor housings, pump bodies, and even high-precision wear-resistant barrels such as gun barrels. These components all require high dimensional accuracy and excellent surface integrity.
In recent years, the development of honing stones has become a key focus of technological advancement. The increasing use of synthetic diamond and CBN abrasives has significantly improved performance and efficiency. Industry data indicates that more than 92% of modern honing processes now rely on diamond or CBN-based superabrasive stones, reflecting a clear shift toward high-performance materials.
Superabrasive honing stones offer several important advantages, including longer service life, lower overall processing cost, reduced surface scratching, lower grinding heat generation, and more stable and uniform cross-hatch surface patterns. These benefits make them particularly suitable for high-end manufacturing applications where consistency and precision are critical.
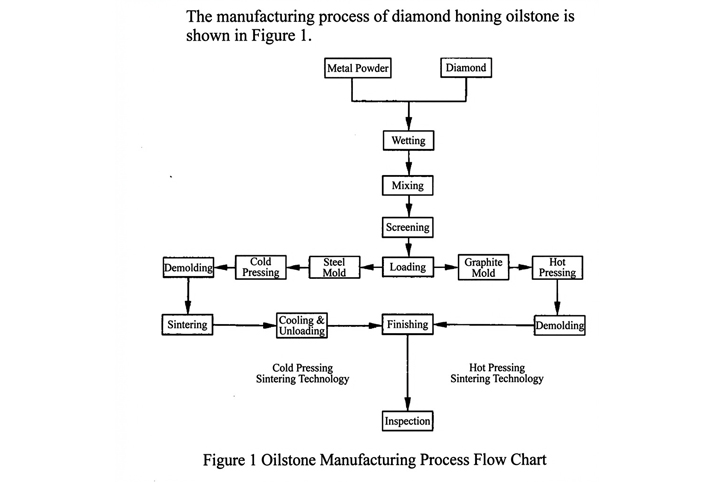
The manufacturing of honing stones also varies depending on the abrasive system. Superabrasive stones such as diamond and CBN are commonly produced using cold press sintering or hot press sintering processes. Cold press sintering typically uses metal molds under high pressure ranging from 400 to 500 MPa, resulting in long mold life and high structural stability. Hot press sintering, on the other hand, uses graphite molds under lower pressure of around 15 to 20 MPa, with lower sintering temperatures and better preservation of abrasive strength, although mold consumption is higher.
Traditional alumina and silicon carbide honing stones were among the earliest types developed and are still widely used today. However, these single-abrasive systems have limitations in terms of adaptability and performance, especially when processing difficult-to-machine materials. Compared with superabrasive tools, their flexibility and efficiency are relatively lower in advanced applications.
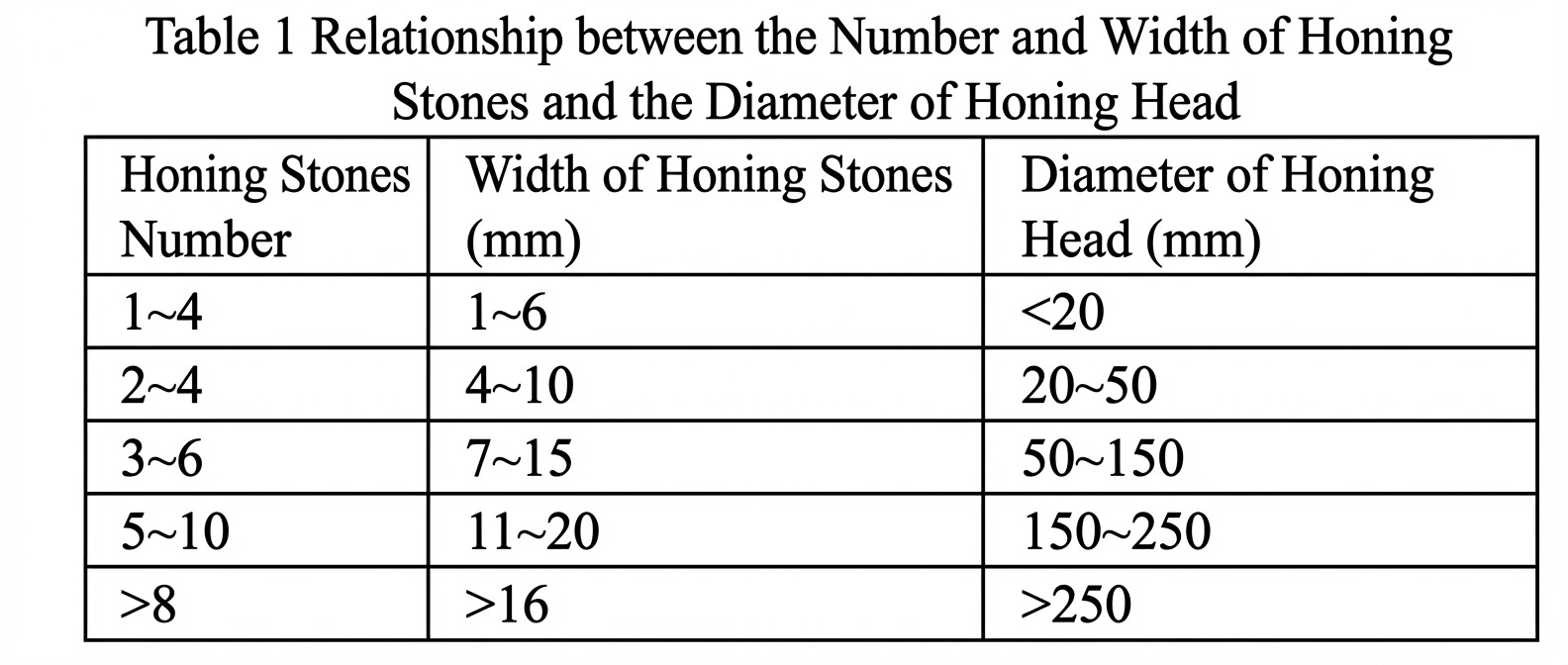
The selection of honing stones must be based on specific process conditions. For floating honing heads, the stone length must ensure both stable processing and proper guidance within the bore. For semi-floating or rigid honing heads, especially in short-hole applications, self-guiding is less critical, allowing shorter stones to be used. In blind-hole machining, higher reciprocating accuracy is required, and care must be taken to avoid end-face impact that could cause stone damage. In such cases, the stone length is typically designed to be around four times the idle stroke width.
In addition to length, the number and width of honing stones should be selected according to tool rigidity and process stability. Within acceptable mechanical limits, increasing stone width can improve cutting efficiency and surface consistency. Other key selection factors include the workpiece material, bore diameter and depth, required surface finish, and the characteristics of the honing machine being used. These parameters collectively determine the overall performance and effectiveness of the honing process.